

以下是:宣城市郎溪县厚壁无缝钢管-自主研发的产品参数【星腾伟业】持续拓展产品矩阵,现有广德无缝钢管做工细致、旌德无缝钢管现货实拍、宣州无缝钢管常年供应等,满足不同场景需求。厚壁无缝钢管-自主研发,星腾伟业金属材料(宣城市郎溪县分公司)为您提供厚壁无缝钢管-自主研发,联系人:任威,电话:【0635-8885600】、【18865278086】。 安徽省,宣城市,郎溪县 郎溪县,隶属于安徽省宣城市,古称建平,建县于北宋端拱元年(988年)。地处安徽省东南边陲,皖、苏、浙三省交界处,介于北纬30°48′45″—31°18′27″,东经118°58′48″—119°22′12″之间,素有“三省通衢”之称,区位优越。县域总面积1105平方千米,辖3个街道、9个镇、1个省级开发区。2022年末,郎溪县户籍总人口34.51万人。
想要了解厚壁无缝钢管-自主研发产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。以下是:宣城郎溪厚壁无缝钢管-自主研发的图文介绍
《 高温用锻造厚壁无缝钢管 》 冶金行业标准是十 2006 年 7 月山冶余工业信息研究 l 坑中国钢铁下业协会 〔 2006 ] 92 号文 《 关于转发 2006 年行标项日 i 十划的通知 》 下达,确定由内蒙古北方重工业集团有限公司负责标准起草的主要工作。 2006 年 7 月 26 日至 28 日在包头召开了 《 高温用锻造厚壁无缝钢管 》 标准工作组第 · 次工作会议,会卜成立标准编制 l :作组,讨论了标准编制工作进度 i } · 划及 《 高温用锻造厚壁无缝钢管 》 标准编写大纲,确定了标准编制原则。 2006 年 9 月编制工作组完成了 《 高温用锻造厚壁无缝钢管 》 标准草案,且召开了第二次!:作会议,编制工作组认为本标准将正在研制的 4 种牌号的钢管管坯材料经验证后应纳入本标准的征求意见稿。
9 月至 12 月生产部门对 4 种牌号的钢管管坯材料经多炉次冶炼试制及扩容的验证,经理化检测满足使用性能要求。为此,将新研制 4 种牌号的钢管管坯材料纳入本标准的征求意见稿中。 2007 年 1 月初完成了 《 高温用锻造厚壁无缝钢管 》 标准征求意见稿讨论稿及编制说明。讨论稿在公司范围内组织有关专业工程技术人员进行了讨论,根据讨论意见再次进行了修改。在 2007 年 1 月底形成 l 卜式征求意见稿,发住相关单位及院所征求意见。 2007 年 4 月意见返回,反馈意见形成正式征求意见稿,发住相关单位及院所征求意见。
2 007 年 4 月意见返回,反馈意见中有 · 大部分意见都与新牌 GB / T5310 有关,为了与新牌 GB / T53 10 相协调,在新牌 GB / T53 10 审定,并形成报批稿后,根据 GB / T5310 (报批稿),结合各有关单位的反馈意见修改标准征求意见稿,形成现在讨论的审杳稿。
3 编制原则
3 . 1 本标准的技术指标应有一定的先进性及较强的科学性、适用性。 3 . 2 木标准的技术内容与同步正在修订的 GB5310 应协调 · 致。 3 . 3 标准的技术水平达到国内领先水平。化学成份中 S 、 P 含星应比国外同类先进标准控制更加严格。 3 . 1 木标准的编制应以 2006 年 3 月五大锅炉)‘联合市议通过的“高温用铸造厚峡无缝钢管”技术协议基础,补充完善,对新增技术内容进行验证考核。
总经理任威携全体员工愿与新老客户朋友本着诚实守信、互惠互利原则,以真诚的心架起彼此合作的桥梁,互相支持,共同发展,为 无缝钢管行业的美好明天而共同努力。
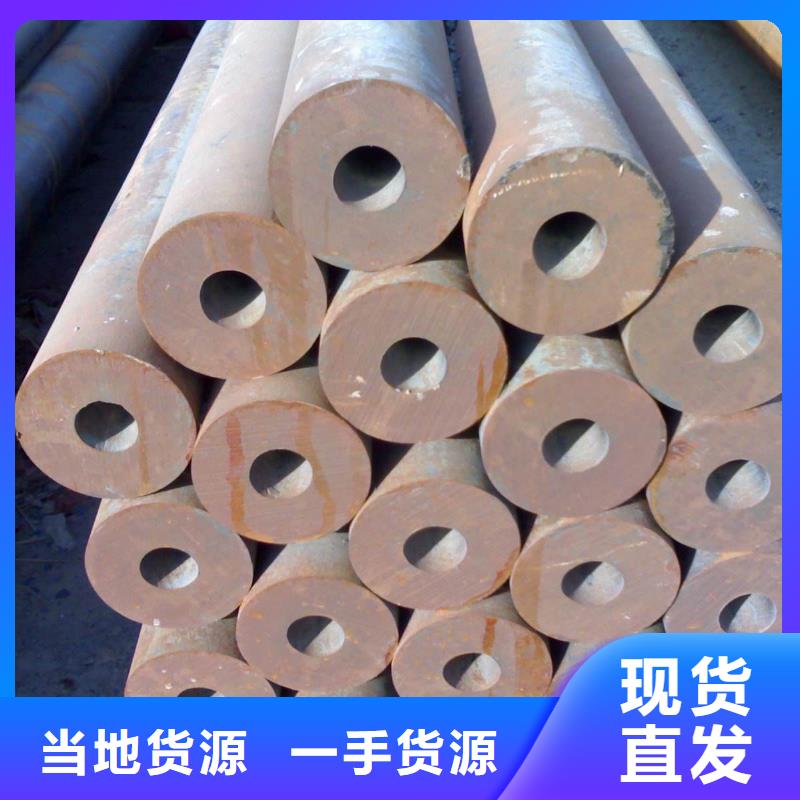
厚壁无缝钢管-自主研发
1 应力应变和沮度分析将上述建立的有限元分析模必和设定的边界条件分别在 Marc 软件设定.获得了竺厚 17mm 的钢管轧制时的变形情况。图 2 为钢管在第 1o 机架变形区的等效应变、等效应力和沮度分布图。从图中可知.钢管产生的等效应变、等效应力以及轧制过程中的沮度分布并不均匀。在轧辊约束下.钢管外表面产生的变形小于内表面变形;辊缝处的等效应力小于辊底处的等效应力。从钢管的退度分布云图可以看出.钢管的外表面由于与处于较低沮度的轧辊的接触.沮度迅速下降较多;钢管中间部分的沮度升高,但幅度不大.主要是由于钢管变形.部分变形功转换为热债;钢管内表面沮度墓本不变.说明内表面通过对流和热辐射一与外界进行的能徽交换较少。
2 成品钢管的周向壁厚分析本文在进行钢管张力减径的有限元计算过程中发现.划分的有限单元网格产生崎变.单元节点与其径向位!偏离较大.由此会导致在 Marr 自带的后处理模块中计算成品钢管峨厚时会产生较大的误差。因此,本文将有限元计算获得的结果文件导入到 CAD 软件中进行壁厚侧.,能充分保证侧盆的准确性。钢管周向璧尽按图 3 所示位 t 进行侧盆。图 4 为本文经过计算获得的不同壁厚的钢愉减径后的璧厚沿周向分布图。可以粉出变形后的成品
钢管的壁厚并不一致.且都出现了内多边形现象.壁厚越小。出现的内多边形现象越严欢。分析产生内多边形的原因主要有如下 3 点: ( 1 )轧辊孔型的椭阂形状导致张力减径过程中金属沿孔型圆周方向的压下峨出现趋异.辊底处的压下反较大而辊缝处压下盆较小;同时,辊底的金属和辊缝的金属变形时的流动方式不一样,辊底金属向内侧流动,而辊缝金属向外侧流动。 ( 2 )轧辊运动时,其横截面上不同位,的线速度导致了钢管表面的牵擦力分布不均。图 5 给出了变形过程中钢管表面的雌徐力分布云图.从图中可以粉出,由于钢管的线速度小于辊缝处的线速度.而大于辊底处的线速度,由此造成了康擦力方向在辊缝位且与轧制方向相同,而在辊底位置雌擦力与轧制方向相反.并在辊缝处形成了轴向压应力 M ,而在辊底处形成轴向拉应力,并且越帐近辊缝和辊底位, . 康擦引起的附加应力越大。
关于结构用厚壁钢管合理选材选型的建议
(1)在大型管结构工程设计中,需选用厚壁钢管时,设计人员应了解厚壁钢管的成型方法类别与其技术经济性能特点,并合理选材。
(2)综合比较力学性能、焊接性能、加工性能、截面尺寸精度及材料价格等因素,钢结构工程用厚壁钢管宜选用冷压或冷卷成型钢管。在此类钢管比选中,若考虑钢管力学性能、加工效率、焊缝数量与打磨要求等因素,则宜 冷压成型(U(E)厚壁钢管,但在加工费用上冷压工艺要高于冷卷工艺约20%以上。
(3)当选用冷压或冷卷厚壁钢管时应注意以下技术性能或参数的要求
1)径厚比一一冷卷与冷压制管时,钢板内、外纤维分别受压受拉,产生塑性变形和冷加工硬化与残余应力等不利影响,而径厚比(管内径与厚壁之比)愈小,此影响愈严重,并会直接降低钢管的使用性能。我国电力行业标准《压力钢管制造与安装验收规范》L5017-93要求冷卷钢管的径厚比不应小于33(Q235与Q345钢)或40(Q390与Q420钢)。根据建筑钢结构工程的国内外经验,此限值可适当以放宽,在目前钢材性能水平和工艺条件下,暂以不小于20为宜。
2)钢材的强度级别一《钢结构设计规范》对钢管架结构规定所用钢材强度不应超过345MPa,届强比不应大于0.8,主要原因是现有研究、设计计算方法公式等都是以此类级钢材为主要对象进行的。厚壁钢管可能用于桁架或支柱结构,当钢板厚度、径厚比均相同而强度更高时,会产生更不利的冷加工硬化影响与残余应力,降低钢管的承载性能与焊接性能,故冷成型厚壁钢管的钢材强度以不大于345MPa为宜
3)钢材的性能要求目前冷成型型材的相关标准中对其力学性能试件的取样部位无明确规定,故厂家所提供的质量检验单数据均为其原材料的力学性能数据,并非已成型管产品的实物力学性能,这对厚壁钢管易造成延性指标要求(如伸长率)数据偏高的现象。故对主要承重构件用钢管,应在设计文件中注明其实物力学性能指标需经成品钢管上.的取样复测确认。同时对抗震设防等重要构件所用冷卷厚壁钢管,宜要求按钢板横轧制方向取样进行冲击功性能检测确认。在性能要求的项目内容上,除常规的化学成分与力学性能外,当厚壁钢管用于主要承重结构时,还应按荷载条件,使用温度、板厚、节点焊接约束度等条件,要求附加保证碳当量、屈强比、冲击功或Z向性能等作为钢管供货的保证性能指标。
4)热处理冷成型厚壁管影响性能的主要缺陷是冷加工硬化和残余应力影响,故对很重要的管构件或径厚比很小的钢管,可经过技术经济比较要求进行成品管热处理以细化晶粒,残余应力,优化钢管使用性能。
(4)热成型厚壁钢管虽无冷加工效应,但价格均较高。而热扩无缝钢管的壁厚公差可达士25%,会造成结构构件截面不对称,增加附加偏心弯矩和削弱截面承载力;而且在管构件对接接头处,可能造成对焊接头较大的错边偏差,故不宜用作钢结构承重构件。热卷成管性能较好,但加工成本高,主要适用于锅炉、压力容器、管道,般不宜用于钢结构构件中。
厚壁无缝钢管-自主研发_星腾伟业金属材料(宣城市郎溪县分公司),固定电话:【18865278086】,移动电话:【0635-8885600】,联系人:任威,开发区汇通物流园B115。











